The need for machining difficult-to-work materials is boosting as fuel efficiency and electric mileage are to improve in automotive industry and increased demand for components in aircraft industry. In lathe machining, lathe speed is being increased to enhance productivity.
For lathe machining of stiff materials such as hardened steel, cast iron or sintered alloy, sudden chipping, generated especially in interrupted cutting, poses a challenge in extending tool life.
Resonac offers its <KT70X>, sintered compact PCBN suitable for interrupted cutting tools for stiff materials. With cBN content and dispersibility optimized compared with its conventional products, <KT70X> contributes to longer tool life with increased hardness and fracture resistance.
Solution
Achieving both increased hardness and fracture resistance of interrupted cutting tools
The blade edge in interrupted cutting is subjected to repeated impacts. The stiffer the machined object, or the faster the machining speed, the greater the impact. For this reason, interrupted cutting tools for stiff materials are required to be hard and fracture resistance.
Resonac’s <KT70X> exhibits extreme hardness and superior fracture resistance. <KT70X> contains larger amounts of cBN than its conventional <KT30X> and has a denser microstructure. cBN is also dispersed uniformly, while flaws that result in chipping are minimized. Even for cracks caused by impact, cBN’s structure prevents them from developing, thus enabling both hardness and greater fracture resistance. <KT70X> is expected to extend tool life by reducing the occurrence of sudden chipping.
Table 1. Properties of the KT series
- ※ The data shown are representative values that represent examples of the results of measurements, calculations, etc., and are not guaranteed values.
Figure 2. Microstructure of the KT series
 ※ The data shown are representative values that represent examples of the results of measurements, calculations, etc., and are not guaranteed values.
※ The data shown are representative values that represent examples of the results of measurements, calculations, etc., and are not guaranteed values.
Feature
Resonac prepared tool using <KT70X> and conducted lathe machining tests. The evaluation results showed that <KT70X> contributed improving tool performance.
① Extending tool life
Heavy interrupted cutting was conducted under the condition described below to compare the performance with conventional <KT30X> and competitor A.1)
In interrupted cutting, <KT70X> extended the tool life approximately 1.5 times compared with tool using conventional <KT30X> (Figure 3).
- 1) Competitor A:cBN content: 70vol%, Grain size: 1μm, Binder: TiN, Hardness: 32 GPa
- ※ The data shown are representative values that represent examples of the results of measurements, calculations, etc., and are not guaranteed values.
② Suitable for machining sintered alloy
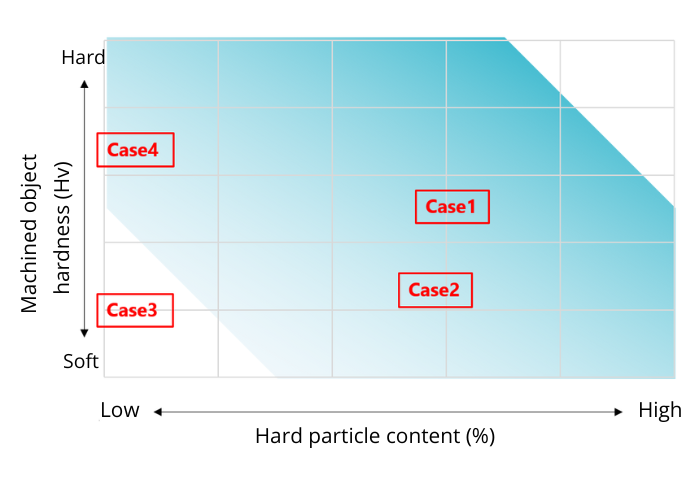
Tool life was evaluated, setting competitor B2) as comparison, by machining objects with different compositions(Table4).
Each cases were plotted by applying x-axis for hard particle content and y-axis for machined object hardness (Figure 5).
The results showed tool using <KT70X> was efficient for machining objects with a higher Vickers hardness or a higher hard particle content.
Table 4. Results of relative tool life evaluated by machining each object
- 2)Competitor B:cBN content: 90vol%, Grain size: 1μm, Binder: Co, Hardness: 40GPa
3)Tool life with competitor B as 100%
- ※ The data shown are representative values that represent examples of the results of measurements, calculations, etc., and are not guaranteed values.
Figure 5. Relationship between machined object hardness and hard particle content
- ※ The data shown are representative values that represent examples of the results of measurements, calculations, etc., and are not guaranteed values.
Update date: 21th May, 2024
Need More Information?
Click here for detailed information including cutting test results.
Contact Us
Please don't hesitate to contact us if you have any questions.